Abstract : This chapter outlines several common plasma cutting methods for stainless steel, aluminum and carbon steel commonly used in pressure vessels, their process characteristics and cutting parameters, as well as plasma cutting methods for different materials and cutting requirements. Stainless steel, aluminum and carbon steel are commonly used materials for pressure vessels. There are many methods for blanking. Plasma cutting is the most commonly used because of its high efficiency, wide application range, smooth cutting surface, small thermal deformation and suitable for processing various shapes. The method of blanking plays an important role in the manufacture of pressure vessels. Because plasma cutting uses working gas as the conductive medium, carries heat, melts the processed metal and blows away the molten metal in the slit to achieve the cutting purpose, so the different working gases have obvious characteristics on the cutting characteristics, quality and speed of the plasma. Impact. The following describes several common plasma cutting methods and their process characteristics and the choice of plasma cutting methods when cutting different materials. 1 Common plasma cutting methods and their process characteristics 1.1 Plasma air cutting method Plasma air cutting uses dry compressed air as a processing gas. It is mainly used to cut carbon steel and can also be used to cut stainless steel and aluminum. Since the air is mainly composed of nitrogen and oxygen, when the carbon steel is cut, the exothermic reaction of oxygen and iron in the slit provides additional heat, and at the same time, FeO slag having low surface tension and good fluidity is generated, and the molten metal in the slit is improved. The fluidity, therefore, not only the cutting speed is faster, but also the cutting surface is smoother, the lower edge of the slit is substantially non-sticky, and the bevel angle of the cutting surface is small. When cutting stainless steel and aluminum, oxygen reacts with chromium and aluminum in stainless steel, and the cutting surface is rough. Generally, this processing method is not used when the quality of the cutting surface is high. The plasma air cutting method mainly has the following disadvantages: (1) A nitride layer is attached to the cutting surface, and pores are generated in the weld when welding. Therefore, the cutting edge for welding needs to be ground with a grinding wheel to remove the nitride layer. Due to the low cost of compressed air, this cutting method is widely used in the cutting of large quantities of non-welded carbon steel sheets. The relationship between common plate thickness and cutting speed at different current intensities is shown in Figure 1. 1.2 Plasma oxygen cutting method The plasma oxygen cutting method uses oxygen as a working gas and is mainly used for cutting carbon steel and aluminum. Oxygen has high dissociation heat and good heat-carrying property, and the heat release amount of the particles is large, and the amount of heat input into the cutting is large, so that a high cutting speed can be obtained. In the processing of carbon steel, a large amount of additional heat is provided by the iron-oxygen reaction during the cutting process, which further promotes the cutting speed. Compared with plasma air cutting, plasma oxygen cutting has the following advantages when cutting carbon steel: (1) Cutting speed is faster; The plasma oxygen cutting method also has the following disadvantages: (1) Due to strong oxidation, electrode loss is faster and service life is shorter; Next page
China Compression Springs Stainless Steel Compression Spring
Compression Springs,Heavy Duty Compression Springs,Stainless Steel Compression Springs,Metal Springs Compression
applicaiton: viation,automotive, motorbike, bicycle, automatic equipment, household appliance, medical device ,toy, telecommunication,computer, instrument and meter,furniture, electric tools,mold and other industries
China leading manufacturers and suppliers of Compression Springs,coil spring,compress spring coil,Heavy Duty Compression Sprins,Stainless Steel Compression Spring,Metal Compression Spring, etc.
coil spring,compress spring coil,Heavy Duty Compression Sprins,Stainless Steel Compression Spring,Metal Compression Spring Shenzhen Lanejoy Technology Co.,LTD , https://www.szsmallcompressionspring.com
Key words : plasma cutting method; process characteristics; working gas; cutting speed; cutting characteristics
(2) Due to the oxidation, the electrode and the nozzle are easily lost and the service life is short. 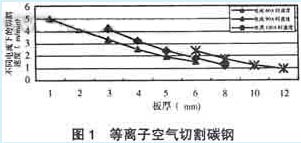
(2) The cutting surface is smoother and has a metallic luster, especially a non-nitriding layer, which can be directly used for welding after cutting;
(3) The lower edge of the incision is not sticky;
(4) The cutting deformation is small and the precision is high.
(2) The bevel angle of the cutting surface is large.